温度控制在塑料制造过程中扮演着至关重要的角色,它直接决定了最终产品的质量和一致性。本文将详细介绍红外热像仪在塑料制造中的应用价值,并分享两个格物优信热像仪在实际生产中的成功案例。
温度控制在塑料制造中的核心地位
在塑料加工过程中,聚合物材料必须被加热到精确的温度范围才能获得理想的加工性能。这个”温度窗口”既不能太低——否则材料无法充分软化以获得所需形状;也不能太高——避免材料降解或性能受损。红外热像仪作为非接触式测温工具,为这一关键工艺参数提供了完美的监测解决方案。
为什么选择红外热像仪?
非接触测量:不影响生产流程,不接触高温材料
全场温度可视化:不仅测量单点,而是获取整个表面的温度分布
实时监测:捕捉瞬态温度变化,响应速度快
高精度:现代热像仪可达±1℃或更高的测温精度
数据记录:支持工艺分析和质量追溯
格物优信热像仪在塑料制造中的两个典型案例
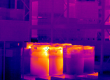
案例一:注塑成型工艺优化
客户背景:一家大型汽车塑料配件制造商,生产仪表盘等精密注塑件。
问题挑战:
注塑模具温度不均匀导致产品收缩率不一致
传统热电偶只能提供有限点的温度数据
废品率高,达到8%左右
格物优信解决方案:
采用M系列高分辨率红外热像仪(640×512像素)实时监测模具表面温度分布,系统具有:
30Hz高帧频,捕捉快速温度变化
±1℃测温精度
专用塑料行业温度分析软件
实施效果:
发现模具四个角落存在5-8℃的温度差异
优化了模具加热系统,使温度均匀性控制在±2℃内
废品率降低至2%以下
年节约材料成本约120万元

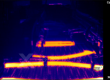
案例二:塑料薄膜挤出生产线质量控制
客户背景:专业生产包装用多层共挤薄膜的制造企业。
问题挑战:
薄膜厚度不均匀,存在”条纹”缺陷
传统方法难以实时监测整个挤出宽度上的温度分布
产品光学性能不稳定
格物优信解决方案:
部署X系列在线式红外热成像系统,特点包括:
384×288红外分辨率
专为挤出工艺设计的宽视场镜头
实时温度均匀性分析算法
与生产线控制系统集成
实施成果:
识别出挤出机模头两侧存在温度偏差
优化了加热分区控制策略
薄膜厚度均匀性提高40%
产品光学性能达标率从85%提升至98%
年减少质量投诉60%以上
塑料制造中红外热像仪的关键应用点
挤出工艺监测:
模头温度均匀性控制
熔体温度监测
冷却辊温度分布
注塑成型:
模具表面温度场监测
热流道系统温度控制
产品冷却过程分析
吹塑成型:
型坯温度分布
模具温度一致性
热成型:
片材加热均匀性
成型温度窗口控制
选择适合塑料制造的热像仪关键参数
温度范围:塑料加工通常在150-450℃之间,需匹配相应量程
空间分辨率:根据监测区域大小选择合适分辨率
热灵敏度:最好≤0.05℃,能检测细微温差
帧频:快速工艺需要高帧频(如60Hz以上)
光学配置:考虑视场角和工作距离
分析功能:需具备温度均匀性分析、报警功能等
实施红外热像仪系统的效益
质量提升:产品一致性提高,减少缺陷
成本节约:降低废品率和返工成本
效率提高:减少停机调整时间
工艺优化:基于数据驱动的工艺改进
预防维护:早期发现设备异常,避免非计划停机
结语
红外热像仪已经成为现代塑料制造过程中不可或缺的质量控制工具。通过格物优信的两个实际案例可以看出,合理应用热像技术不仅能解决具体的生产工艺问题,更能带来显著的经济效益。随着塑料制品向更高精度、更复杂结构发展,红外热像仪的作用将愈发重要。制造企业应结合自身工艺特点,选择合适的热像解决方案,以保持在激烈市场竞争中的质量优势。