在新能源汽车、航空航天和精密电子制造领域,激光焊接凭借其高能量密度、极小热影响区及高速加工能力,已成为不可替代的核心工艺。然而,这项工艺在极致光与热的交织中,长期面临一个难以突破的瓶颈:如何在强激光干扰和毫秒级瞬变过程中,实现对焊接熔池温度场的精准捕捉?
传统的热电偶或点温仪要么因强光反射而损坏,要么因响应滞后而错过关键温度拐点。格物优信推出的X-H系列高速红外热像仪,正以定制化滤波技术与毫秒级热响应能力,重新定义激光焊接过程控制的边界,成为产线上不可或缺的“温度之眼”。
一、 激光焊接测温的双重技术壁垒
在激光焊接过程中,品质管控主要受限于两大物理环境挑战:
- 强激光环境的“致盲”效应
高功率激光焊接的能量密度通常高达 106−108 W/cm2106−108W/cm2。在焊接过程中,高强度的激光直射、反射及散射光不仅会覆盖熔池的真实热辐射信号,导致设备“致盲”读数失真,甚至会在极短时间内烧毁脆弱的红外探测器,造成昂贵的设备损失。
- 高速热过程的“冻结”难题
激光焊接速度极快(可达每分钟数十米),熔池的形成、流动到凝固发生在毫秒级的时间尺度内。常规测温设备的响应速度(通常为秒级或帧频低于30Hz)在此时显得力不从心,往往只能捕捉到焊接“遗迹”温度,而无法呈现熔池动态变化的真实热历程。

二、 X-H系列核心技术解析:不只是“看见”,更是“看准”
针对上述痛点,格物优信X-H系列高速热像仪在设计之初便植入了专为解决激光场景而生的技术基因。
- 定制滤波光学系统:强激光下的“防弹衣”
X-H系列最核心的突破在于其定制化滤波片解决方案。针对不同激光源(如常见的1064nm光纤激光),该系列搭载了特定波段的截止滤波光学组件。
这一设计并非简单的物理减光,而是通过光谱过滤技术,精准屏蔽掉高能量的反射激光波段,仅允许携带温度特征的红外辐射通过探测器。这层“光学防弹衣”确保了热像仪在面对高反光金属(如铝、铜)焊接时,传感器不会因瞬时过载而“雪盲”或损坏,保障了在极端光环境下的数据连续性与设备安全性。
- 125Hz超高帧频与4ms热时间常数:冻结时间
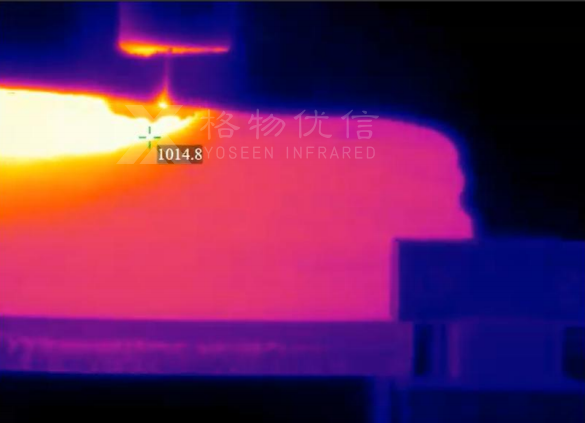
为了匹配激光焊接的“速度”,X-H系列提供了最高125Hz的实时全帧温度输出,结合低至2-4ms的热时间常数。
这意味着设备能以毫秒级的分辨率捕获焊接熔池的每一次脉动。无论是飞溅产生的瞬间高温,还是匙孔内部的微小塌陷,都能被清晰“冻结”并记录。这种高频采集能力突破了传统热像仪“拖影”与“延时”的局限,使得从预热、熔池震荡到冷却相变的完整热循环变得可视化。
- 宽温区与微距精测
针对不同应用场景,X-H系列展现出了极强的兼容性。在动力电池极柱或防爆阀焊接中,它可搭配微距镜头,清晰聚焦微米级的焊点,精准捕捉细微区域的热量累积;在面对高功率激光熔覆或深熔焊时,其测温范围可拓展至2000℃以上,满足极端高温工艺的监控需求。
三、 实战检验:从“事后补救”到“过程预防”
在行业应用中,格物优信X-H系列的价值在具体的案例中得到了充分验证。例如,国内某知名激光设备企业在高端动力电池壳体焊接中,曾因铝合金材料对热输入极度敏感而陷入困境——温度过高导致烧穿,温度不足则产生虚焊,产品不良率徘徊在3% 左右。
引入X-H系列热像仪后,方案通过定制滤波片彻底屏蔽了1064nm激光干扰。系统以125Hz的频率捕捉到焊接过程中的局部过热现象,技术团队据此优化了激光功率与扫描路径,将峰值温度精准控制在铝合金熔点的 ±15℃ 范围内。
最终效果立竿见影:焊接不良率从3%骤降至0.5%以下,单日产能提升25% 。更重要的是,基于X-H系列采集的全辐射温度流数据,该企业成功建立了焊接质量预测模型,实现了从“事后抽样检测”向“全过程在线预防”的质变。
四、 智能制造的闭环控制
格物优信X-H系列的意义已远超单纯的测温工具。通过IRTool Pro专业软件及SDK开发包,X-H系列采集的高保真温度数据可直接接入PLC或机器人控制系统。
当监测到熔池温度偏离最佳工艺窗口时,系统可实时反馈信号,动态调整激光功率或焊接速度,形成“监测-分析-调整”的闭环控制。这种智能化演进,使得复杂的激光焊接工艺不再完全依赖老师傅的经验,而是转变为可量化、可复现、可追溯的标准化数据模型。
格物优信X-H系列高速红外热像仪凭借其抗强光干扰的滤波技术、125Hz的高速捕捉能力以及毫秒级的热响应速度,为高端制造提供了一双透视高温、捕捉瞬变的“火眼金睛”。它不仅解决了焊接质量与效率的痛点,更为制造业的智能化升级注入了强大的数据动能。