红外热像仪用于加热片测温是一种高效、非接触的解决方案,尤其适用于工业加热片(如半导体加热、注塑模具加热、锂电池极片加热等)的温度监控和质量控制。以下是具体应用要点:
- 加热片测温的挑战
温度范围广:常见加热片工作温度从几十℃(如柔性电热膜)到上千℃(如高温烧结加热板)。
表面特性复杂:
金属加热片(如不锈钢、镍铬合金)发射率低(0.1~0.3),易受反光干扰。
涂层或氧化层(如陶瓷加热片)需动态校准发射率。
工艺要求高:
需检测局部过热(热点)或加热不均(如锂电池极片加热缺陷)。
部分场景要求实时闭环控制(如PLC联动调节功率)。
- 红外热像仪的优势
非接触测量:避免干扰加热片表面或影响加热效率。
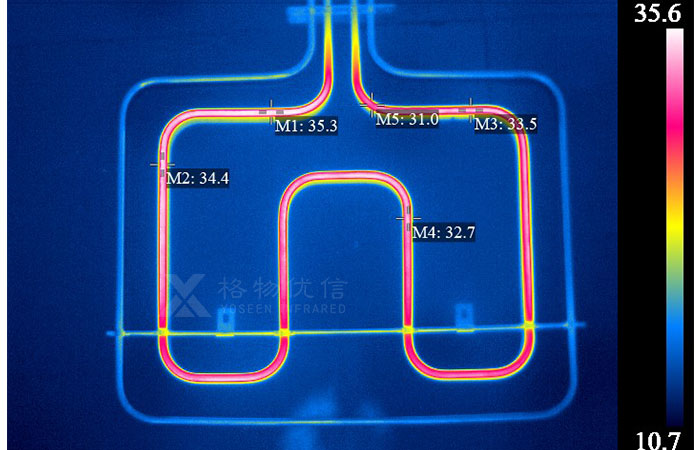
全场温度分布:识别加热片上的温度梯度、冷热区差异(传统热电偶只能测单点)。
快速响应:毫秒级测温,适合动态加热过程(如脉冲加热)。
安全监测:预防过热引发的火灾或设备损坏(如电热毯异常升温)。

- 红外热像仪选型要点
| 参数 | 推荐配置 | 说明 |
| 波长范围 | 中波(3~5μm)或长波(8~14μm) | 高温(>300℃)优先中波;低温或涂层表面优先长波。 |
| 分辨率 | ≥384×288像素 | 高分辨率可识别微小热点(如加热丝断裂点)。 |
| 热灵敏度 | <0.05℃(NETD) | 检测细微温差(如医疗加热片均匀性)。 |
| 帧率 | ≥30Hz(动态加热需60Hz以上) | 快速捕捉温度瞬态变化。 |
| 发射率校准 | 支持手动/动态调整(0.1~1.0可调) | 金属加热片需精确设置发射率(如抛光铝0.05,氧化铝0.3)。 |
| 镜头选项 | 微距镜头(小加热片)或广角镜头(大面积) | 确保视场覆盖整个加热区域。 |
- 典型应用案例
案例1:锂电池极片加热辊温度均匀性检测
问题:极片涂布干燥过程中,加热辊温度不均导致涂层厚度差异。
解决方案:
使用格物优信 X系列长波热像仪(测温范围0~400℃,精度±2℃),安装在辊筒侧方。
设定发射率0.85(陶瓷涂层辊),扫描全辊面温度分布。
软件生成温度云图,标记低温区(±2℃超差报警)。
效果:
发现辊筒两端温差达8℃,调整热油循环系统后均匀性提升至±1℃。
极片干燥不良率下降70%。
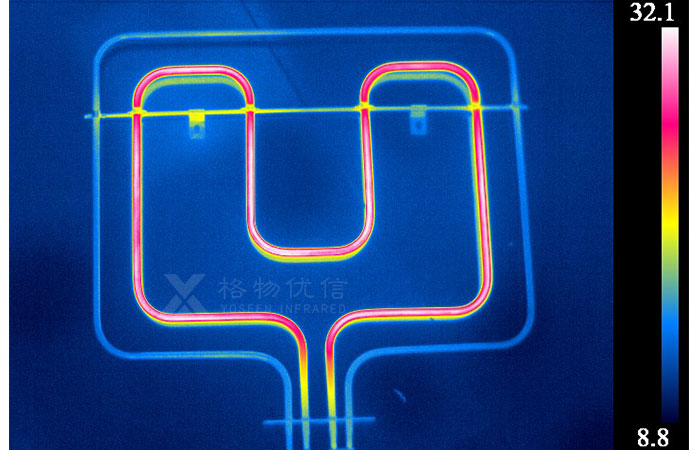
案例2:注塑模具加热片故障诊断
问题:模具加热片局部失效,导致注塑件缩痕。
解决方案:
采用 格物优信M640D系列(600℃量程,50Hz帧率)拍摄模具表面。
对比正常加热状态与异常状态的红外图像。
识别出断裂加热丝导致的低温带(箭头处)。
效果:
快速定位故障加热片,更换后生产恢复。
建立定期红外巡检制度,预防性维护成本降低40%。
- 使用注意事项
发射率校准:
对抛光金属加热片贴高温哑光胶带(如3M胶带)或喷涂哑光漆,提高发射率稳定性。
环境干扰:
避免蒸汽、粉尘遮挡镜头(可加装空气吹扫装置)。
高温场景使用冷却防护罩(如>80℃环境)。
数据集成:
通过Modbus/4-20mA输出温度数据至PLC,实现加热功率自动调节。
- 替代方案对比
| 方法 | 优点 | 缺点 |
| 热电偶 | 成本低,直接接触测量 | 单点测温,无法反映全场分布 |
| 红外测温枪 | 便携灵活 | 仅限静态单点测量,依赖人工操作 |
| 红外热像仪 | 全场、实时、非接触 | 成本相对高 |
总结
红外热像仪在加热片测温中能有效解决传统方法的局限性,尤其适用于:
质量控制(如均匀性检测)、
故障诊断(如热点定位)、
工艺优化(如节能降耗)。
选型时需重点关注发射率适配性、环境抗干扰能力及数据集成需求。